免费咨询热线:0769-85157716
官 方 微 信 号:13332662668
官 方 微 信 号:13332662668
一、设备核心结构与功能模块
1、核心系统构成:

2、关键技术参数:
●适用布料:梭织布(80-500g/m²)、针织布(弹性伸长率≤150%)
●工作幅宽:1000-3500mm(可定制)
●复合速度:5-55m/min(视布料克重)
●温度精度:±1.5℃(PID温控模块)
●能耗标准:≤0.8kW·h/kg胶(符合GB 30253-2013)

二、布料复合工艺流程优化
1、工艺控制三维模型:
复合质量 = f(胶层渗透率, 热压时效, 张力平衡, 冷却梯度)
●渗透控制:
▸ 薄型布料:胶层渗透深度≤30%布厚(防透胶)
▸ 厚型毛呢:渗透深度≥50%(增强剥离力)
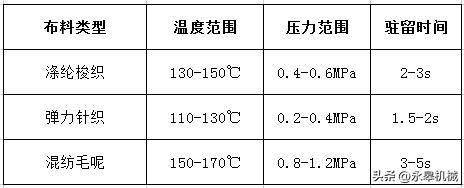
●热压窗口:
2、特殊布料处理方案:
●高弹力布:
▸ 预缩处理(蒸汽回缩率≥5%)
▸ 采用弧形舒展辊(曲率半径R=800mm)
●防水涂层布:
▸ 等离子处理(功率密度0.5W/cm²)
▸ 改用PUR反应型胶(开放时间90-120s)
三、设备选型决策矩阵
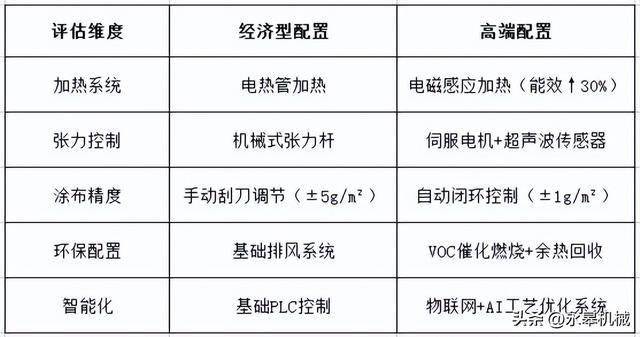
1、选型评估要素:
2、成本效益分析
●投资回报周期:
▸ 经济型设备:12-18个月(8小时单班制)
▸ 智能型设备:8-12个月(24小时连续生产)
四、常见问题解决方案库
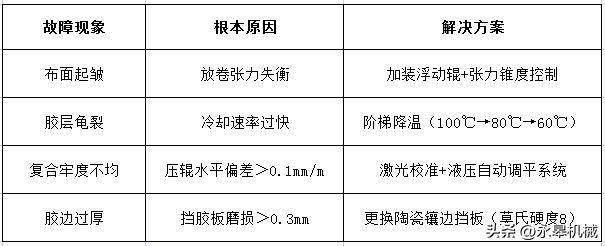
1、典型故障处理:
2、工艺缺陷预防
●预缩率补偿算法:
设定长度 = 成品长度 × (1+热收缩率-机械拉伸率)
●湿度补偿模型:
▸ 当RH>65%时,胶温需提升3-5℃。
▸ 含棉量每增加10%,复合压力降低0.05MPa。

操作建议:
1、建立布料数据库:记录不同材质的收缩率、透气性等关键参数。
2、实施TPM全员生产维护:重点监控传动齿轮箱(每2000小时换油)。
3、开发复合工艺包:包含温度—压力—速度匹配矩阵表。
注:针对医疗防护服等特种布料复合,需配置10万级净化车间和防静电系统(表面电阻10^6-10^9Ω)。

版权声明:本站所有设备图片及资料,视频素材信息均均为东莞市永皋机械有限公司版权所有,未经协议本网授权不得转载、摘编或利用其它方式使用。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:东莞市永皋机械有限公司”。违反上述声明者,本网将追究其相关法律责任。








